專注精密沖壓 引進國外先進設備
多家世界知名品牌供應商
Jimmy@fcejmdg.com
13922979180
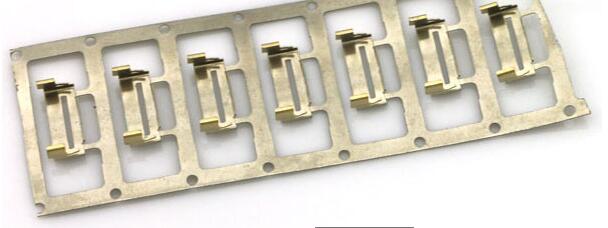
彈簧沖壓件沖壓工作的過程介紹
時間:2019-07-23 17:42
下模座2.側刃擋塊3、4、8、12、15、39、60.螺釘5.凹模鑲 件6、47、54.螺塞7、50、59.彈簧9.導料板10.傳感導正 銷11.導正銷13、16.切口凸模14.側刃17.模柄18。
1.下模座2.側刃擋塊3、4、8、12、15、39、60.螺釘5.凹模鑲 件6、47、54.螺塞7、50、59.彈簧9.導料板10.傳感導正 銷11.導正銷13、16.切口凸模14.側刃17.模柄18、 20、22.拉伸凸模19、21、23、25.卸料板凸模護套24.沖花孔 凸模26.成形凸模27.落料凸模28.卸料板凸模護套29. 上模座30.上墊板31.固定板32.卸料板墊板33.卸料 板34.浮動導料桿35.凹模36.下墊板37.滾動導向件 38.小導柱導向件40.落料凹模鑲件41.成形下凸模42.護 套43.花孔凹模44.內六角螺釘45.圓柱銷46、49.推桿 48、51、55、57.鑲套52、56、58.推桿53.柱頭螺釘。

沖壓初期即 剛放入條料時,為了保持卸料板運動受力平衡,在落 料工位的一邊凹模上面放上一塊從條料上剪下的小 片料,然后開始做試沖的準備工作,條料經導料板9送入,并通過左邊一對浮動導料桿導入送至被擋塊2 擋住,這時上模可以下行,彈壓卸料板33將條料壓住 的情況下進行沖壓,側刃(圖3中只畫了側刃孔位置,側刃14直接標注在其件上)沖切去條料邊緣的一窄 料,然后條料又從左向右再送進一個步距,再往下沖 一下,沖出兩個半圓形切口和2×?3+0.0025mm的導正孔,繼續送料,此時的料頭寬度被引入到模具中間的浮動 導料桿內,從而保證沖壓后的料跟隨浮動導料桿一起 浮離凹模。當料送到第④工位(見圖2),上模下行時, 導正銷11開始進入導正孔對料先導正、后側刃開始沖 切。第④工位以后,沖壓過程便一直是導正銷先導正 料、側刃沖切、進行拉伸等各種沖壓動作。新上料沖 壓的初始階段,一步步沖壓到最后工位時(此時應將 凹模平面上墊片拿掉),檢查樣件合格了,即可進入自 動送料沖壓生產。 傳感導正銷10又稱安全導正銷,正常情況下總是 能正確進入導正孔內,一旦發生故障,如送料不到位, 安全導正銷被頂上,通過觸桿將信號傳至機床立即停 止工作。
彈簧沖壓件模具結構特點:
(1)采用復式導向。模架上裝有4對滾動導柱導 套37,固定板、卸料板、凹模之間又設有4對滑動導向 導柱導套38,整副模具導向精度高。
(2)凹模和卸料板均采用鑲套結構,鑲套與對應 孔之間為H7/js6配合,便于制造、調整、修理和更換。 這種結構對拉伸模尤為重要,因為試模過程中遇有不 合適,非常方便進行修理和調整。帶刃口的凹模均為 鑲件,便于刃磨。
(3)凸模與固定板加工成H7/js6配合后,用螺釘 吊在墊板(比常規模具厚)平面上,裝拆方便、每個凸 模加工后的端面與軸心保持高度垂直,保證裝配后的 每個凸模有較高的精度。
(4)每個拉伸凹模內設有推桿,拉伸開始時起壓 料作用,拉伸結束后起頂件作用,坯件及時從凹模中 頂出。彈壓力大小利用螺塞調整。
(5)正常送料導向靠雙排共14個浮動導料桿34 完成,各導料桿的導向槽(槽寬為0.5mm)離凹模平面 保持齊高。導向槽采用光學曲線磨嚴格控制各尺寸 保持一致。
(6)由于采用橫置的平行刃齒形側刃,條料的邊 緣被沖切后仍保持很平整,不會因為有毛刺而影響送 料,所以采用此種側刃也是本模具的一個特點。
(7)圖中件5、43,考慮到易磨損便于更換設計成 鑲拼件,采用Cr12MoV料,淬硬至58~62HRC,在慢走 絲線切割精密加工而成,與凹模成H7/js6配合,并用 螺釘固緊在下墊板36上。
猜您喜歡的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

請加微信聯系
地址:東莞市大嶺山鎮水朗村擁軍路166-168號歐旻工業區A5棟1樓B區
電話:13922979180
郵箱:Jimmy@fcejmdg.com
? 2021 版權所有 東莞六田精密電子有限公司 粵ICP備2022064036號
建站+優化排名:深圳市非爾思網絡科技有限公司

服務城市:廣東省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服務市區: 深圳市 東莞市 廣州市 江蘇市 濟南市 上海市 杭州市 佛山市 寧波市 達州市 聊城市 北京市




