專注精密沖壓 引進國外先進設備
多家世界知名品牌供應商
Jimmy@fcejmdg.com
13922979180
什么措施可以減少精密沖壓加工沖針斷裂?
時間:2021-10-20 15:26
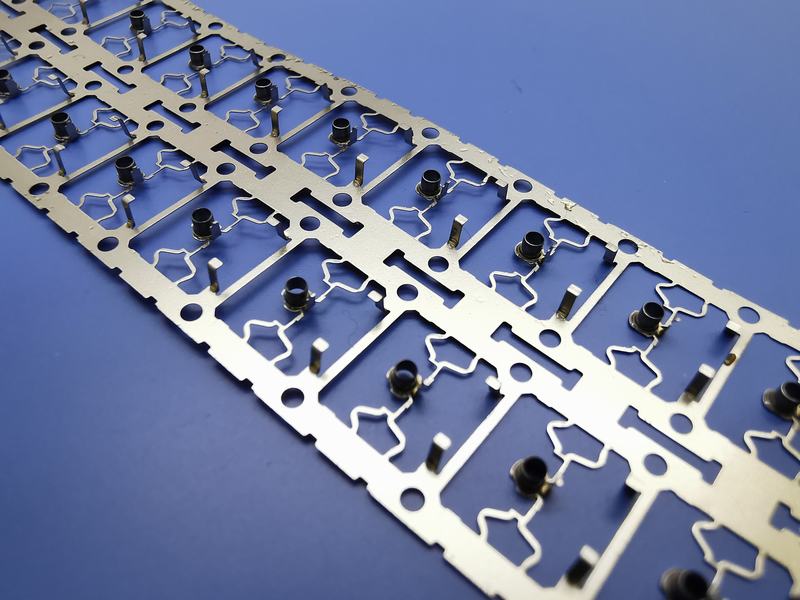
精密沖壓加工過程中經常會遇到沖針斷裂的情況,特別是在沖孔的時候,一般是直接更換新的沖針。這個不僅增加生產成本,也會影響到生產效率。那么有沒有什么解決措施可以減少沖針斷裂呢?一起來學習探討一下。
精密沖壓加工過程中經常會遇到沖針斷裂的情況,特別是在沖孔的時候,一般是直接更換新的沖針。這個不僅增加生產成本,也會影響到生產效率。那么有沒有什么解決措施可以減少沖針斷裂呢?一起來學習探討一下。
一、產生的廢料將下模堵死。
從頭修正落料孔,使廢料可以順利的落下。
二、沖針的固定部位(夾板)與導向部位。
修配或從頭線割入塊使沖針上下順利(退料板)偏移。
三、沖針刀口規劃的太短,加工精密沖壓件時與退料板產生磕碰。

精密彈片沖壓件廠家從頭挑選合適的沖針,或者增加刀口部分的長度。
四、沖壓模具閉合高度設置過低,導致沖針進入下模的部位過長。
調整沖床閉合的高度,使沖針進入下模的量合適。
五、退料板規劃不合理,造成沖針受力不均勻。
從頭規劃退料板和沖針之間的間隙。
六、沖針的外表呈現拉傷、劃痕,在退料時沖針受力不均勻。
猜您喜歡的文章
-
- 2022-11-03
- 2022-10-27
- 2022-10-25
- 2022-10-25
- 2022-10-18
- 2022-10-18
- 2022-10-13
- 2022-10-11
- 2022-11-01
- 2022-11-01
- 2022-10-20
- 2022-09-14
- 2022-09-14
- 2022-08-16
- 2022-08-16
- 2022-08-11

請加微信聯系
地址:東莞市大嶺山鎮水朗村擁軍路166-168號歐旻工業區A5棟1樓B區
電話:13922979180
郵箱:Jimmy@fcejmdg.com
? 2021 版權所有 東莞六田精密電子有限公司 粵ICP備2022064036號
建站+優化排名:深圳市非爾思網絡科技有限公司

服務城市:廣東省
河北省
福建省
浙江省
福建省
江西省
四川省
安徽省
服務市區: 深圳市 東莞市 廣州市 江蘇市 濟南市 上海市 杭州市 佛山市 寧波市 達州市 聊城市 北京市




